Услугите за приспособени прототипови на лим Tinheo нудат брзо и исплатливо решение за вашите проекти. Услуги вклучувајќи виткање, удирање, сечење метал со стандарден мерач и за прототипи и за серии на производство со мал обем. Производството на лим произведува издржливи метални делови за крајна употреба со широк избор на материјали и завршни материјали што ги задоволуваат вашите спецификации, за различни индустрии како што се: автомобилска индустрија, медицински уреди, воздушна, електроника, енергија и роботика.
Предности на изработката на лим
1. Избор на материјал
Алуминиум + , бакар, нерѓосувачки челик + , челик и цинк
2.Опции за завршна обработка
Детонација на мониста, анодизирање, позлата, премачкување во прав и обработливи завршетоци
3. Опции за дебелина
Достапни се разновидни мерачи
4. Трајност
Производството на лим произведува издржливи делови за прототипови или крајна употреба
5. Приспособливост
Ниските трошоци за поставување значат ниски цени за големи количини
6. Пресврт
Делови се испорачуваат за само 5-10 дена
Заеднички апликации за лим
Апарати
Панели на телото
Загради
Шасија
Врати
Куќишта
Фузели
Кујнска опрема
Канцелариска опрема

Што е изработка на лим?
Производството на лим е збир на производни процеси кои се користат за претворање на лимот во функционални делови. Лимот обично е дебел помеѓу 0,006 и 0,25 инчи (0,015 и 0,635 сантиметри).
Постојат неколку процеси кои спаѓаат под капата на „изработка на лим“. Тие вклучуваат сечење, свиткување и удирање, и може да се користат или во тандем или поединечно.
Изработката на лим може да се користи за создавање или функционални прототипови или делови за крајна употреба, но деловите од лим за крајна употреба обично бараат процес на завршна обработка пред да бидат подготвени за пазарот.
Не само што ќе имате корист од нашето исклучително внимание на деталите, туку обезбедуваме и целосен пакет услуги за доработка за да го доведете вашиот дел до квалитетот на изложбениот салон. Дознајте повеќе за тоа што нашата услуга за вакуумско леење може да направи за вас.

Како функционира изработката на лим?
Бидејќи тенките метални лимови се повеќе податливи од дебелото работно парче, тие може да се манипулираат со користење на различни процеси.
Овие процеси спаѓаат во три општи категории:
Отстранување на материјалот
Во кој лимот се сече на разни начини
Деформација на материјалот
Во кој лимот е свиткан или формиран
Склопување материјал
Во кој лимот е споен со други компоненти
Процеси за изработка на лим што ги нудиме
1. Отстранување материјал
Изработката на лим користи процеси за отстранување на материјалот за отстранување, сечење и дупчење на металната маса.

ЛАСЕРСКО СЕЧЕЊЕ
Ласерското сечење користи ласер за сечење на лимниот дел. Ласер со висока моќност се насочува кон листот и се засилува со леќа или огледало до концентрирано место. Во специфичната примена на изработката на лим, фокусната должина на ласерот варира помеѓу 1,5 до 3 инчи (38 до 76 милиметри), а големината на ласерската точка мери околу 0,001 инчи (0,025 mm) во дијаметар.
Точноста на дел е подобра од 0,002 инчи (0,05 mm)
Ширина на керфот од 0,006 инчи (0,15 mm) до 0,015 инчи (0,38 mm)
Разновидност на материјалот
Ласерското сечење е попрецизно и енергетско поефикасно од некои други процеси на сечење, но не може да сече низ сите видови метални лим ниту највисоките мерачи
СЕЧЕЊЕ ВОДЕН млаз

Точноста на дел е подобра од 0,002 инчи (0,05 mm)
Ширина на керфот од 0,006 инчи (0,15 mm) до 0,015 инчи (0,38 mm)
Разновидност на материјалот
Секачот со воден млаз користи млаз вода под висок притисок за да навлезе во лимот. Освен ако металот е особено тенок, водата се меша со абразивна материја за да се пресече цврстиот материјал.
Бидејќи сечењето со воден млаз не испушта топлина како ласерското или сечењето со плазма, процесот е особено корисен за метали кои имаат ниска точка на топење и инаку би можеле да се деформираат. Со сечење со воден млаз, нема зона погодена од топлина (HAZ), а металите може да се сечат без промена на нивните суштински својства.
ПЛАЗМА СЕЧЕЊЕ

Точноста на дел е подобра од 0,008 инчи (0,2 мм))
Голема брзина на сечење, на пр. 200 инчи (5,08 метри) мек челик со 16 мерач во минута
Разновидност на материјалот
Плазма млазот користи млаз топла плазма за да го пресече лимот. Процесот, кој вклучува создавање електричен канал на прегреан јонизиран гас, е брз и има релативно ниска цена за поставување.
Дебелиот лим (до 0,25 инчи) е идеален за процесот на сечење со плазма, бидејќи секачите со плазма контролирани од компјутер се помоќни од секачите со ласер или воден млаз. Всушност, многу машини за сечење со плазма можат да пресечат работни парчиња со дебелина до 6 инчи (150 mm). Сепак, процесот е помалку прецизен од ласерското сечење или сечењето со воден млаз.
УДАРУВАЊЕ
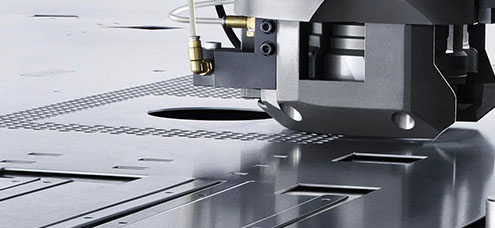
Кога лимот треба да се пробие со дупки, назначената машина за дупчење е генерално поефикасна од горенаведените методи на сечење. Удирањето вклучува сендвич на листот помеѓу удар и матрица; кога перфораторот се движи во матрицата, наметнува дупка во листот. Процесот може да се користи и за формирање на неправилни форми, со правење неколку мали удари во серија.
2. Деформација на материјалот
Лимот може да се манипулира и на други начини освен сечење. На пример, може да се свитка во различни форми со помош на специјална машина.
СВИТКАЊЕ
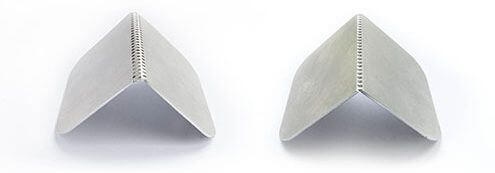
Свиткување на лим се користи за создавање свиоци во форма на V, форма на буквата У и форма на канал со помош на машина наречена кочница. Повеќето сопирачки можат да го свиткаат лимот до агол до 120 степени, но максималната сила на свиткување зависи од фактори како што се дебелината на металот и цврстината на истегнување.
Во принцип, лимот првично мора да биде превиткан, бидејќи делумно ќе се врати назад кон првобитната положба.
ПЕРИЗАЊЕ

Печатењето е уште еден процес на деформација што се користи за да се формира лим во саканата форма. Процесот користи матрица за печат - механичка или хидраулична - за да го притисне лимот во неговата нова форма.
Печатењето се користи на ладен лим, но триењето предизвикано од матрицата предизвикува металот да се загрее до високи температури. Индивидуалните процеси на печат вклучуваат, но не се ограничени на.
Монета, во која се притиска шема на лимниот дел
Виткање, при што лимот се деформира во тубуларна форма
Хемминг, во кој лимот се превиткува на себе за дополнителна дебелина
Пеглање, при што лимниот дел е намален во дебелина
ВРЕТЕЊЕ

Вртењето на лим е процес на деформација - концептуално сличен на предење на керамика - кој се користи за создавање шупливи делови со заоблени карактеристики.
Процесот на предење вклучува рачно или механичко вртење на празно лим на струг и негово притискање на алатка, што ја создава внатрешната форма на делот. Врти може да се користи за создавање форми како хемисфери, конуси и цилиндри.
3. Склопување на материјалот
Парчињата лим што се исечени или свиткани може да се спојат заедно за да формираат комплетни делови од лим. Овие парчиња може да се спојат и со компоненти кои не се направени од лим.
СОБРАНИЕ

Производот може да биде дизајниран така што неколку делови од лим може да се монтираат заедно со спојници, завртки или други вообичаени методи.
Ова обично доаѓа откако деловите ќе ги поминат потребните процеси на завршна обработка.
ЗАВАРУВАЊЕ
Деловите од лим понекогаш треба да се спојат со помош на процесот на заварување, кој ги спојува компонентите заедно со топлината.
Материјалите од лим како алуминиум и нерѓосувачки челик имаат висока заварливост.